

Hallo Zusammen
Hier mal ein paar Tips zum Bohren (welches anscheinend nicht für alle so einfach wie für mich ist):
1. Chromnickelstahl
(DER Bohrer-Killer schlechthin... :X )
Man sollte mit niedriger Drehzahl (max. 1/2 vom Wert für Stahl) und züigig, das heisst mit genügend Druck bohren. Unbedingt Kühlen! Auch sollten die Bohrer extrem scharf sein, und am besten aus HSS Co-8. (höherer Kobaltanteil erhöht die Verschleissfestigkeit)
Wenn man aber zu vorsichtig bohrt, dann tritt eine Verfestigung der Oberfläche auf und der Bohrer kann erst recht nicht bohren. Wenn diese Schicht durchbrochen wird, gibt es dann ein ziemlich hässliches knirschen.
Ebenso tönt es, wenn der Bohrer nicht scharf genug ist.
Wenn man nicht kühlt, dann wird die vorderste Spitze der Schneide sehr schnell durch die Verformungswärme welche beim Chromnickelstahl ziemlich gross ist, ausgeglüht und der Bohrer verliert seine Schärfe.
2. Aluminium bohren
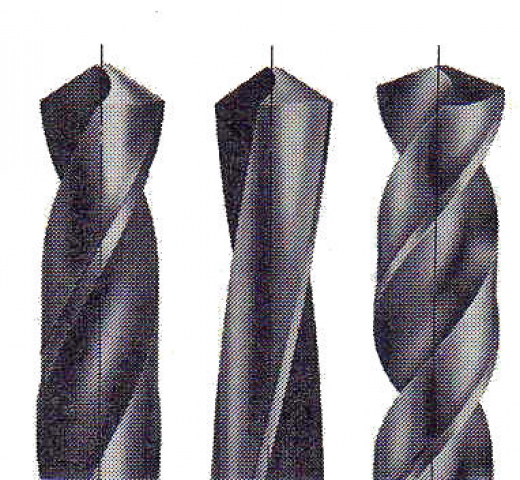
Für Aluminium sollte man Bohrer mit polierten Spanleitstufen haben, da sonst die Späne stecken bleiben.
Neuerdings werden dort wo ich früher die Bohrer gekauft hab, Bohrer angeboten, die sehr deutliche Schleifspuren haben. Die gehen gar nicht gut für Aluminium.
Zum schmieren kann man Brennspiritus verwenden, das funktioniert ziemlich gut (auch zum Fräsen/drehen)
Man sollte ausserdem häufig den Bohrer zurückziehen, umso mehr je kleiner er ist.
Die Bohrer sollten auch sehr scharf sein.
3. Kupfer bohren
Für Kupfer sollte man wiederum sehr scharfe Bohrer haben, die Schmierung sollte unbedingt erfolgen, am besten mit Kss mit hohem Ölanteil oder gleich nur reines Schneidöl verwenden. Immer wieder taucht auch das Statement auf, dass zum Bohren von Kupfer sehr gut Milch verwendet werden könne; ich hab es selbst noch nie ausprobiert.
Drehzahlmässig kann man ungefähr gleich wie Stahl bohren, also tendentiell eher langsam.
4. Messing bohren
Für Messing gibts eigentlich hautpsächlich eins, das beachtet werden sollte: Der Spanwinkel sollte praktisch 90° betragen, sonst reisst der Bohrer wenn er aus der Bohrung austritt, oder wenn er nicht ins Volle bohren muss (z.B. vorgebohrtes Loch aufbohren)
Messing bohrt man grundsätzlich trocken.
5. Bronze bohren
Hier kommt es auf die Bronze an. Rotguss (RG-7) ist vom Verhalten her sehr ähnlich wie Messing und kann mit derselben Methode gebohrt werden.
Ansonsten zährere Bronzen (z.B.CuSn8) sollten mit sehr scharfen Werkzeugen bearbeitet werden und die Drehzahl sollte dabei eher gering gehalten werden.
6. Grauguss bohren
Grauguss bohrt man ebenfalls trocken. Ausserdem muss man aufpassen, dass man Führungen von Werkzeugmaschinen gut abdeckt, da Grauguss Graphitstaub freisetzt wird und dieser nicht gerade förderlich für die Genauigkeit der Maschinen ist.
7. normalen Stahl bohren
Tja öhm, dazu gibts nichts besonderes zu sagen, etwas kühlen hilft oft wunder wenn die Bohrung nicht so toll wird (mal abgesehen davon, dass der Bohrer unscharf wäre)
So, nun stellt eure Fragen, bin ja mal gespannt was da noch so kommt.
Gruss Florian