

Servus Michael,
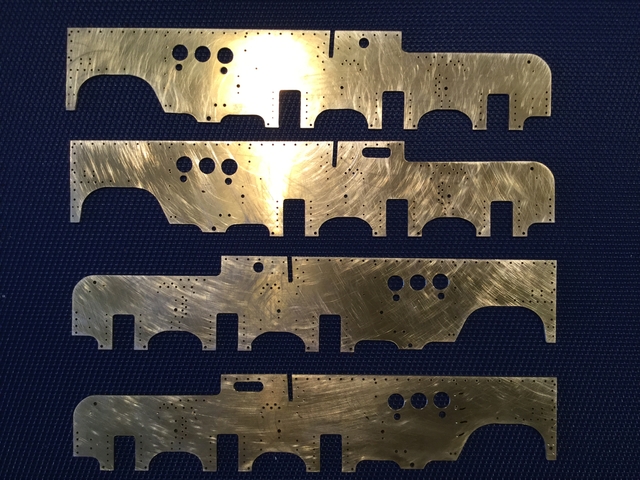
deine Räder sehen toll aus...!
Du möchtest die Räder zu den Achsen isolieren?
Das wird -sofern ich keinen Denkfehler habe- so nicht funktionieren, weil wenn die Achse isoliert ist, fließt der Strom einfach durch die Steuerung... :GR
vlg
Manuel