Hallo
Forum,
mit dem Umbau auf die Axialkugellager habe ich die Fräse auch auf
CNC-Steuerung umgebaut und konnte endlich die ersten über CNC
gesteuerten Teile herstellen.
Umbau auf CNC
Beide Umbauten verliefen nicht ganz ohne Probleme, die sich
weniger aus Fehlern, sondern eher aus den Schwächen – nicht
Mängeln - der Maschine ergeben. Als Anhaltspunkt für ähnliche
Umbauten möchte ich euch gerne von einzelnen Punkten berichten.
Anlaufbleche Axialkugellager
Das Erweitern der
Bohrungen in den Abschlussstücken auf 12 mm, um die Axialkugellager
auf die Wellen montieren zu können, ging mit einem Stufenbohrer
problemlos.

Ab
Werk wird der axiale Druck beim Anziehen der Mutter und beim
Verfahren des Tischs von den Abschlussstück und dünnen
Blechscheiben, die als Verstärkung zwischen Abschlussstücken und
Aluminiumprofil eingelegt sind, aufgefangen. Nach dem Umbau kann das
Abschlussstück nicht mehr unterstützen und der gesamte Druck lastet
nun nur noch auf den Blechteilen. Bei hohen Kräften können sich die
Blechteile verbiegen, so passiert beim Einstellen der Mutter. (Bild hier ohne Abschlussstück)

Abhilfe lässt sich gegebenenfalls durch den Ersatz der Blechteile
durch Teile aus härterem Material oder durch speziell gefräste
Aluminiumteile erzielen. Ich kann ja jetzt fräsen … 
Schwergängige Welle
Beim Umbau musste ist feststellen,
dass die Welle der X-Achse bei meiner Maschine schwergängig ist.
Dies wird durch einen Höhenversatz der Spindelmutter verursacht,
über die der Tisch verfahren wird. Die Bohrungen für die Welle
fluchten also nicht genau mit der Mutter. Während das in der Mitte
des Verfahrwegs kaum merkbar ist, macht sich der Versatz am
jeweiligen Ende des Verfahrwegs sehr deutlich bemerkbar.
Falls
ich die oben genannten weichen Blechteile irgendwann durch andere
Teile ersetze, werde ich den Versatz in diesem Zuge
korrigieren.
Außerdem ist mir aufgefallen, dass die
Spindelmuttern an X- und Y-Achse aus Kunststoff sind – Verschleiß
und in der Folge nicht ausgleichbares Spiel sind hier
vorprogrammiert. Bisher läuft allerdings alles weitgehend
spielfrei.
Befestigung der Halterungen für die
Schrittmotoren
Bei meinem Umbausatz werden die Halterungen
der Schrittmotoren durch lange Schrauben in dem Aluminiumprofil des
Tischs befestigt. Die Abschlusstücke bleiben dabei montiert und
sitzen zwischen Tisch und Halterung.
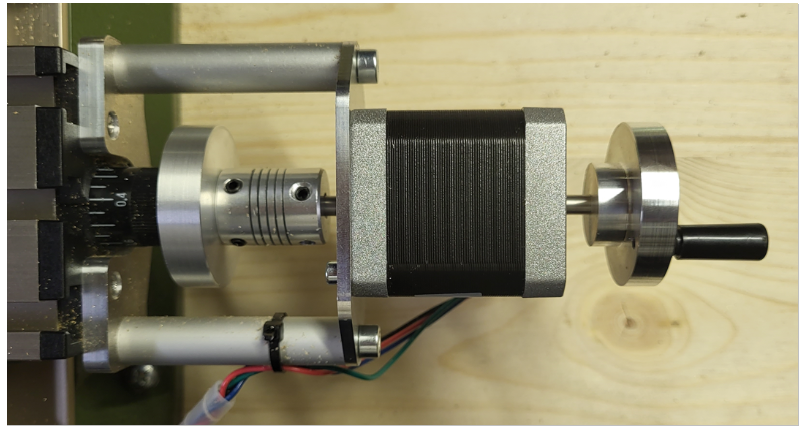
Das
funktioniert ganz gut, nur bei der X-Achse, die bei meiner Maschine
recht schwergängig ist, wird deutlich wie labil diese Art der
Befestigung ist. Beim manuellem Verfahren des Tischs, bewegt sich das
Konstrukt. Nicht, dass dies die Präzision einschränken würde aber
das Ganze fühlt sich schon sehr „weich“ an.
Ich weiß dafür keine perfekte Lösung. Vermutlich werde ich die
aber Fräse in Zukunft kaum noch manuell bedienen – da fällt mir
das gleich lautende Statement von Armin ein – wodurch die
Problematik entschärft wird. Wenn ich die X-Achse dann noch
leichtgängig hinbekomme, sollte das erledigt sein.
CNC-Steuerung
Meine Steuerung basiert auf Komponenten
aus einem Kit, die ich ein wenig verändert beziehungsweise angepasst
habe. Als Referenz und als Information für eventuelle ähnliche
Umbauten seit hier nur kurz die Materialliste genannt:
- 1 x Satz
Halterungen für X-, Y- und Z-Achse
- 3 x
Anschlusskupplungen für die Proxxon Handräder
- 3 x Flexible
Wellenkupplung
- 3 x Nema 17
Dual Shaft Schrittmotorer
-
3
x JST PH Stiftleiste 6pol (die Dual Shaft Motoren habe ich nur mit
Kabel, nicht mit Stiftleiste gefunden; damit ich mit Standard-Kabeln
arbeiten kann, wurden die Stiftleisten an den Litzen angelötet)
-
3 x Kabel HX 2.54 4pol auf JST PH 6pol zur Verbindung der
Schrittmotoren mit dem CNC-Shield
- 1 x Arduino Uno
- 1 x CNC-Shield
- 3 x A4988
Treiber
- 1 x Buchse für
Hohlstecker 5,5 x 2,5 mm
- 24 VDC / 5 A
Schaltnetzteil
- USB Kabel zur
Verbindung des Arduino Uno mit einem PC
- Kleinteile die
man ohnehin hat (Litze, Schrumpfschlauch, Schrauben, etc.)
Auch für NEMA
23 Motoren gibt es Halterungen oder Umbausätze zu kaufen. Ich habe
mich allerdings bewusst für die leichteren NEMA 17 entschieden, weil
ich den Koordinatentisch aus Aluminium nicht noch mehr belasten
wollte.
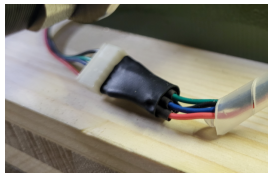
Softwareseitig
arbeitet die Steuerung mit GRBL 1.1 und auf dem PC läuft Estlcam 11.
Abgesehen von einem
von mir seitlich versetzt aufgesteckten Schrittmotor-Kabel und
einigen anzupassenden Einstellungen liefen Hardware und Software
sofort.Die Estlcam Software
stellt aus meiner Sicht alle notwendigen Funktionen zur Verfügung
und macht durch die Hints, die beim Hovern der Maus über den
jeweiligen Einstellungen ausführliche Helfestellungen geben, auch
für mich als Neuling den Einstieg in die CNC-Fertigung sehr einfach.
Obwohl kostenlos einsetzbar, werde ich die 49 EUR für einen Satz
privater Lizenzen gerne zahlen.
Da die A4988 Treiber
zur Zeit nur passiv gekühlt werden, habe ich den maximalen Vorschub
auf 120 mm/min und den Vorschub beim Fräsen auf 30-60 mm/min stark
reduziert. Das kann so nicht bleiben weil nicht nur die
Bearbeitungszeit dadurch steigt, sondern auch weil die Abnutzung des
Fräsers durch die lange Zeit, die er im Material eingetaucht ist,
ansteigt. Trotzdem bin ich erst einmal vorsichtig, damit mir die
Treiber nicht abrauchen.
Eine der anstehenden Arbeiten
ist die Anfertigung von Frontplatten für ein Gehäuse, in dem ein
Lüfter dann für die Kühlung der Treiber sorgen wird. In das
Gehäuse kommen dann auch ein Notausschalter und Anschlüsse für
Werkzeuglängenmessung, Tastplatte und zukünftige Endschalter, die
ich zur Zeit noch nicht verwende.
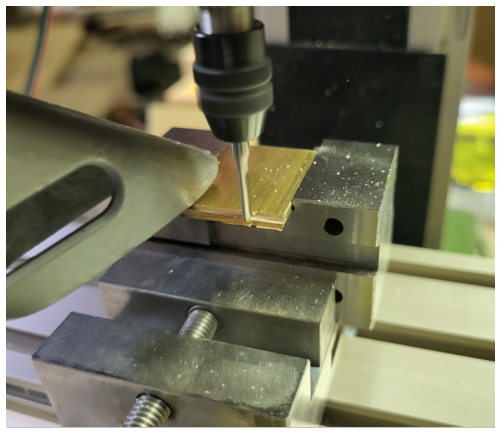
Erste Arbeiten
Meine Begeisterung
für die kleine Fräse hat sich mit der CNC-Steuerung exorbitant
erhöht.
Allerdings traten
bei ersten Werkstücken immer wieder Schwierigkeiten auf, bei denen
ich nur knapp Beschädigungen oder der Produktion von Ausschuss
entgangen bin. Das alles wohlbemerkt obwohl technisch alles
einwandfrei funktioniert! Tatsächlich waren die Ursachen
Bedienfehler und Nachlässigkeiten.
Um nur exemplarisch
einige Beispiele zu nennen:
- Nach dem
Antasten vergessen im Fräsprogramm den Nullpunkt entsprechend zu
setzen. Das ist mir mehrfach passiert, hätte in einem Fall fast ein
Loch im Schraubstock produziert und in einem anderen vermutlich den
Fräser gekostet.
- Fräsreihenfolge
so blöd definiert, dass das Teil vor Bearbeitungsende nicht mehr
fest genug eingespannt war.
- Fräser
gewechselt und die Höhe nicht neu angetastet.
Wenn aber alles
richtig eingestellt ist, produziert die Fräse für meine Zwecke
perfekte Teile. Die Maßgenauigkeit liegt im Bereich von 1/10 mm bei
ausgezeichneter Wiederholgenauigkeit. Gerade bei der Anfertigung von
mehreren gleichen Teilen macht das richtig Laune.
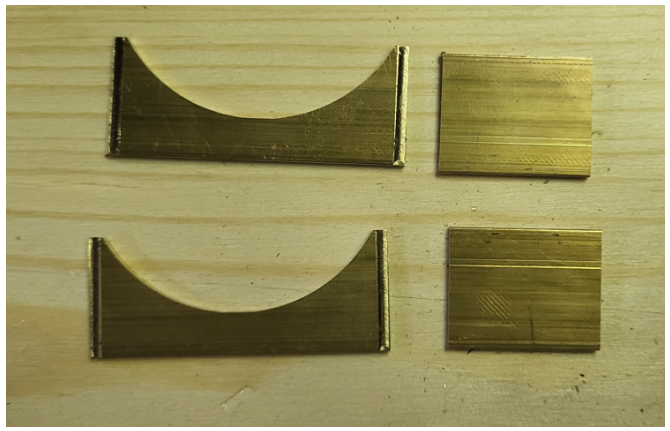
Auch
Einfräsungen sind nun durch die kugelgelagerte Z-Achse erheblich
präziser.
Fazit des CNC-Umbaus
Wie bereits erwähnt,
arbeite ich schon jetzt nicht mehr über die Handräder sondern fast
ausschließlich über die CNC-Steuerung. Hätte ich nochmals zu
entscheiden, würde ich auf Dual Shaft Motoren verzichten und Motoren
mit einseitiger Welle, dafür aber mit JST-Stiftleiste einsetzen.
Der Schritt von
Handwerkzeugen zu einer Fräsmaschine hat für mich bereits
Möglichkeiten erschlossen, die mir zuvor verschlossen waren. Mit der
CNC-Steuerung vervielfachen sich aber nochmals die Möglichkeiten der
kleinen Fräse. Ein für mich wichtiger Aspekt ist auch, dass meine
inzwischen etwas eingeschränkte Sehkraft nicht mehr das Ergebnis
beeinflusst, sondern die Maschine das produziert, was ich im Programm
vorgegeben habe.
Aktuelle Einschätzung
Nachdem ich nun
einige Erfahrungswerte mit der MF70 habe, kann ich sie nach wie vor
als Einsteigermodell nahezu uneingeschränkt empfehlen. Natürlich
hat sie Beschränkungen. So würde die Bearbeitung von Stahl die
Grenze der Leistungsfähigkeit überschreiten und große Teile sind
nicht ohne weiteres zu bearbeiten. Die Anfertigung von kleinen
Messingteilen funktioniert aber ausgezeichnet.
Man muss sich dabei
vor Augen halten, dass die Fräse gerade einmal 250 EUR gekostet
hat und es sich selbst mit dem CNC-Umbau und dem Umbau auf
Axial-Kugellager gerade mal um Gesamtkosten von 450 EUR handelt –
alle Werkzeuge und Zubehör wie Fräser, Schraubstöcke, Absaugung,
etc. und natürlich den Laptop für die Steuerung mal außen vor
gelassen.
Selbst bei der
eventuellen späteren Anschaffung einer größeren Fräse kann ich
kleine Teile oder Beschriftungs-Schilder damit sehr gut anfertigen.
Die Größe oder eher die Kleinheit der MF70 erlauben es dann, sie
nach getaner Arbeit mitsamt der Montageplatte einfach ins Regal zu
stellen.
Mir ist klar, dass
die Ergebnisse meines Einstiegs in die maschinelle Fertigung bei
manchem Forenmitglied nur ein ein Lächeln hervor rufen werden.
Vielleicht geben aber meine Erfahrungen dem einen oder anderen
Einsteiger Hinweise auf Probleme oder Fehler, die dann möglicherweise
von vorne herein vermieden werden können.
Viele Grüße
Werner