

Hallo zusammen,
aufgeworfen durch 98 6213 - Spur II - B-Kuppler und motiviert durch seine PN, will ich mal eine von mir verwendete Methode vorstellen, um ohne große Werkzeugunterstützung (CAD, CAM) GCode herzustellen, um eine z.B. eine CNC-Fräse zu bedienen.
Hintergund war, dass ich eine fremde Fräse benutzen durfte aber vorab keinen Zugriff auf die Software hatte.
Das Projekt war die Ausfräsung meiner Kolbenschutzrohrimitate um der zu weit ausschlagenden Bissel-Vorlaufachse Platz zu geben.
Um in der richtigen Ebene Arbeiten zu könne und das NC Programm zu vereinfachen habe ich mir eine Aufspannhilfe entworfen und mittels 3D-Drucker hergestellt. Diese enthält auch gleich je eine Markierung für die Ermittlung des Nullpunktes: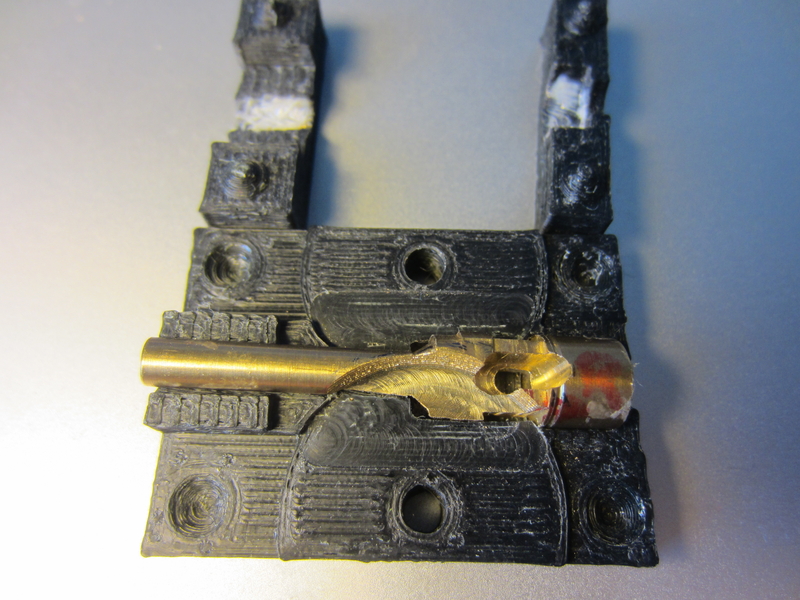
Nun sollen pro Tiefenvorschub mehrere konzentrische Kreise abgefahren werden, die immer größer werden und deren größter Durchmesser je Tiefenebene immer geringer wird. Also relativ kleine runde Stufen, damit das Rad passt aber möglichst wenig Material ab muss.
Der eigentliche GCode wird in Excel/Libreoffice Calc erstellt.
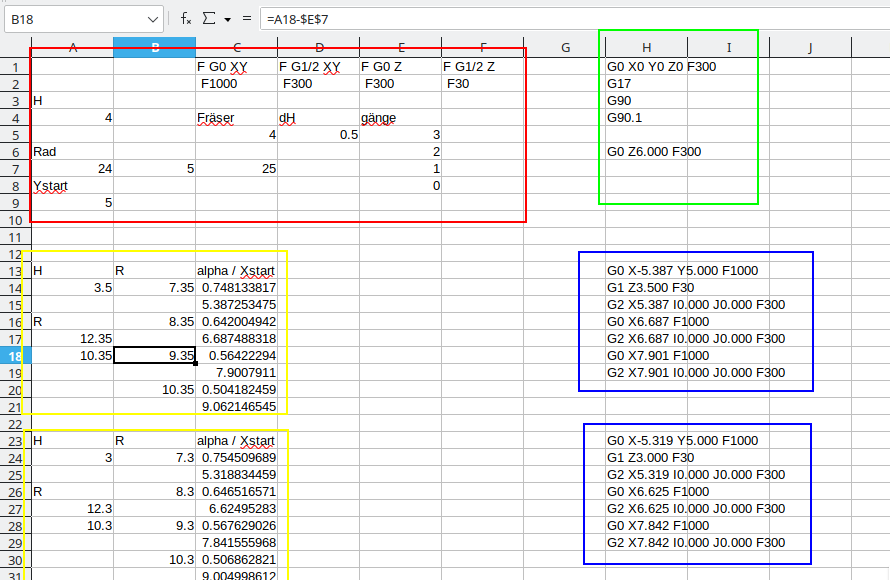
Hier werden Berechnungsfunktionen in den Zellen benutzt (keine Macros) um die Werte für die Befehle zu berechnen. Wichtig ist hierbei, die zwei unterschiedlichen Bezugstypen zu benutzen. Ein relativer Bezug wird beim Kopieren relativ mitgezogen (z.B. "B5" = Spalte B Zeile 5 der in Zelle C6 steht und kopiert wird nach E12 wird zu D11 - Wieso? C6 nach E12 sind 2 Spalten und 6 Zeilen also wird B5 auch so weit verschoben, also B+2=D und 5+6=11). Um einen Bezug fest zu machen, kann man den Bezug absolut machen: $B$6 dieser Bezug wird beim kopieren nicht verändert. Und weil das ja unwitzig wäre, wenn es nicht ginge: Man kann auch $B6 (nur Spalte absoluter Bezug) oder B$6 (nur Zeile absoluter Bezug) verwenden.
Somit kann man Bereiche aus einem Excel-Sheet wiederverwendbar (gelber Bereich kopiert zum gelben Bereich / blau zu blau) machen.
Die feste Initialisierung der Maschine ist im grünen Bereich.
Um im Zweifel Parameter schnell ändern zu können sind alle Parameter (Fräserdurchmesser, Vorschübe, Geschwindigkeiten (F), usw.) in einer Ecke (rot) definiert. Die werden immer mit absoluten Bezügen referenziert.
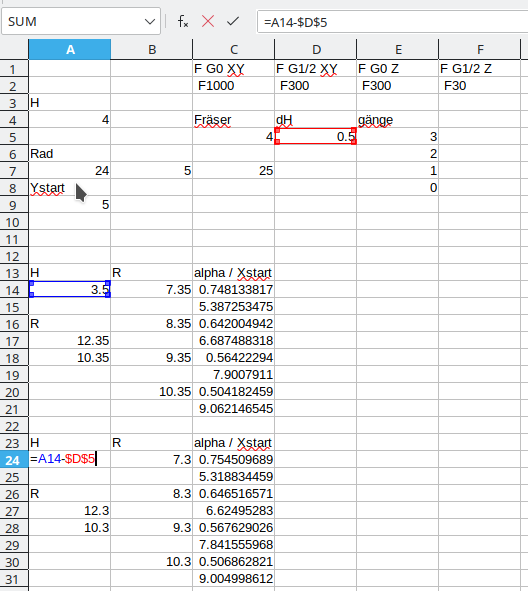
Dann werden Hilfsgrößen berechnet:
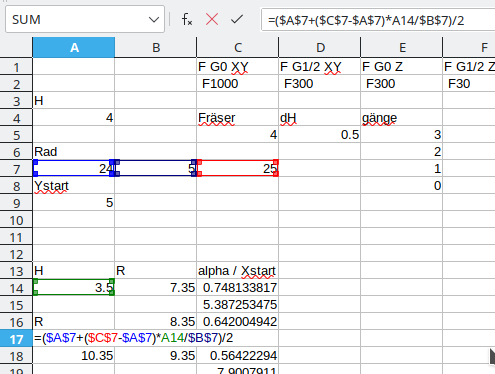
Größen, die auf dem vorherigen Schritt basieren haben einen relativen Bezug dahin. Wenn man sie im immer gleichen Abstand hintereinander kopiert, ist der Bezug immer gleich richtig. Das schult das Kopfrechnen ![]()
Und der GCode als Text zusammen gebaut: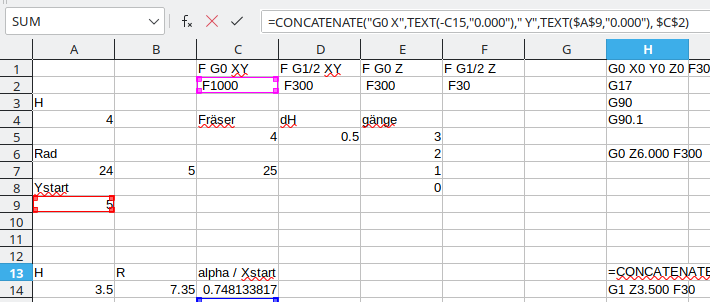
Am Ende kopiert man die Ergebnis-Textspalte H in eine Textdatei und wirft sie der Steuerung zum Fraß vor. Wenn sie etwas zu bemängeln hat, ist es ratsam, das in die Formeln einzupflegen, damit man die Anpassungen nicht jedes mal machen muss. Testlauf (mit dem Nullpunkt) weit weg von allen Anschlägen, ohne Werkzug und mit der Hand auf dem Notaus.
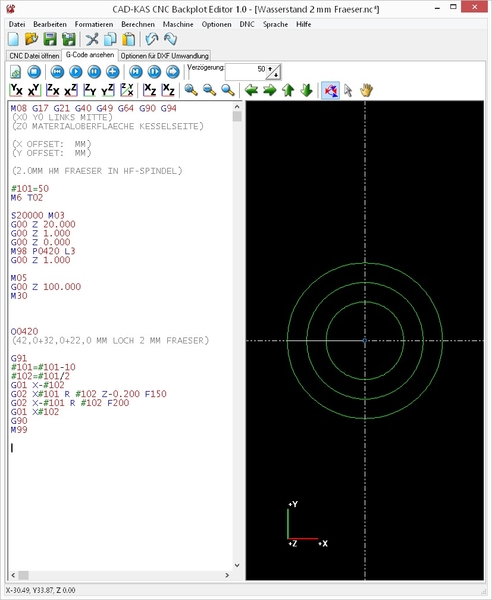
Hat diese Methode Vorteile? Naja, kaum. Man kann alle Zwischenschritte nachvollziehen und die Fehler leichter beheben. Wen das ganze einmal fertig ist, und man vergessen hat, wie man zum Ergebnis gekommen ist, ist es unheimlich schwierig nachzuvollziehen. Vor allem, weil man ganz schlecht kommentieren kann, was man da rechnet. Wenn man keine Steuersoftware mit Bahnvisualisierung hat, kann man XY-Plots benutzen, um die berechneten Koordinaten darzustellen und ggf. Fehler zu erkennen.
Hoffe unterhalten gekonnt zu haben,
Stefan
PS: wenn das zu kryptisch war, bitte fragen.